

When companies realize they need more powerful tools to manage their production, they often turn their attention to detail scheduling solutions. However, implementing them first is not always the best solution. Find out why in this article.
Whatis production planning
Production planning is a complex process carried out by manufacturing companies to organize their own production department and plan future production. This process employs tools and people to plan the activities of machinery and operators in the nearest or farthest future, so as to effectively balance the company’s workloads while keeping them synchronized with changes in demand.
Production planning starts with annual demand and forecasts, translated into supply or replenishment signals based on available inventories, lead times and capacity. The planning team works with the scheduling team to balance workloads on work centres and production sites to ensure all resources are loaded to optimum levels.
Production planners control and adjust workloads even beyond the planning time window (cumulative lead time) where changes can be made without changing existing operations. Production planners are also responsible for setting and adjusting planning parameters that influence how the MRP calculates values such as production batch, refresh rate, planning horizon, and choices between MTO and MTS (Make-To-Order and Make-To-Stock).
In many cases, the production planner is left with his own device and must therefore organize himself to manage the process in offline mode; Excel spreadsheets are often used as they are compatible with many ERP management systems to upload and download data. Today, manufacturing companies can manage these processes in a modern and effective way thanks to production planning software.
Whatis production scheduling
Production scheduling is a scheduling of executive-type activities. This activity focuses on the short term and the most practical and operational organization.
Schedulers monitor and adjust MPs load planning within the planning horizon, convert planned orders into work orders to be distributed to the production plan for execution, and monitor their implementation, ensuring the presence of materials, labor, and resources to meet production scheduling without interruption or delay.
Within the company, they are in contact with the heads of various departments – for example, production, plants, new product development, purchasing, distribution and demand – to be ready to intervene and solve problems that could affect the planning, timing and execution of production planned in their respective areas of competence. They also represent the link between the front office and the production department to ensure that plans are communicated and delivered effectively. And they work with maintenance teams to incorporate the appropriate amount of scheduled downtime for any preventive equipment maintenance.
Today, companies can effectively schedule their production thanks to production scheduling software, also known as APS or Advanced Planning and Scheduling software.
Detailed scheduling, through finite capacity reasoning, improves the performance of the production plan by supporting planning to:
- Improve the throughput (or volume, or flow rate);
- Reduce delivery times and inventories;
- Reduce the variability of delivery times;
- Reduce manual efforts;
- Increase the frequency of issuance of new programmes;
- Create reliable shipping lists;
- Identify problems before they actually happen;
- Enables better-informed decisions;
- Make planning less dependent on the skills and experience of operators.
Whatis the production scheduler?
The production scheduler is an interactive software that helps to plan and schedule production activities. In doing so, the goal is to level loads and saturate resources, both human and machine. In fact, it allows you to optimally schedule orders based on production capacity, workload and delivery date.
Production scheduling can take place at both finite and infinite capacity. The finite capacity scheduler starts from the analysis of production orders taking into account production constraints, the capacity of the production departments and the various lead times. Once this is done, order and date the work in order to respect the expected delivery dates or those already planned for production. The infinite capacity scheduler, on the other hand, does not take into account production and capacity constraints, but still allows you to have a general overview of production.
With CyberPlan you can make the production scheduling process automatic, simple and fast. The software guarantees the reduction of set up times and WIP, increasing productivity. This is because the machining sequences per resource are optimized on the individual machines, obtaining greater control over the factory and a more efficient use of resources. In addition, the programming is simulative and allows you to analyse multiple scenarios, choosing the best one.
CyberPlan’s production scheduler also has the advantage of offering its users convenient workspaces with tables and graphs that allow them to identify inefficiencies and factory performance at a glance.
A detail scheduling program (DTSC) uses the output of the ERP, including work orders, operations, and material, along with additional information (about machines, tools, operators, optimal sequence rules, configuration tables). What are the differences between planning and scheduling?
The differences between Production Planning and Scheduling
The two processes of production planning and detailed scheduling are often complementary but in some cases companies can mainly use only one of the two, the choice depends mainly on the type of production. Let’s discover the differences between the two processes.
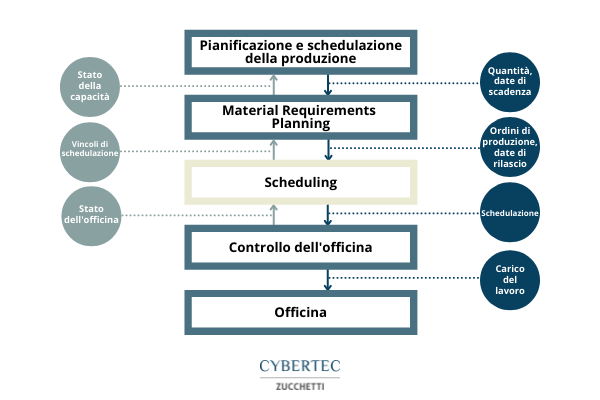
The main difference is that production planning works with MRP-planned orders and MPs-planned fixed orders outside the cumulative lead time window, while scheduling works by converting MRP-planned orders into MPs-planned fixed orders and finally into work orders once they enter the production time window or within the cumulative lead time.
Planning horizon
In manufacturing, the planning horizon is a period of time in the future (usually a working year) during which departments supporting production schedule production work and determine how much material is needed.
The planning horizons are divided into time intervals during which certain activities take place:
- Execution window: is the number of days or weeks in which work orders are scheduled and issued to the production plan;
- Scheduling window: the cumulative lead-time established minus the execution interval;
- Scheduling window: coincides with all days/weeks outside the cumulative lead-time window.
Time Fences
There are different types of time fences that depend on the organization and ERP package in use. The two main ones are the demand time fence and the planning time fence.
The demand time fence is the time by which the forecast is no longer included in total demand and forecasted available stock calculations, so only customer orders are considered within this period. After this period and depending on the consumption forecasting technique chosen, it could happen that total demand becomes a combination of actual orders and forecasts.
During MRP regeneration, the planning time fence does not allow changes to be made to the schedule without an assessment of the feasibility of the change and collaboration by the executive decision makers. In fact, changing schedules in this period of time can be expensive for the company as it can cause delays or shortages in shipments to consumers, interrupt the availability of raw materials and amplify a chain reaction throughout the supply chain.
One of the main needs of manufacturing companies is the need to stabilize production loads and let the product flow in and out of their facilities without interruption. Doing so requires the combination of a good demand management process, a balanced production plan, well-trained schedulers, a statistically calculated safety stock, and buffer/kanban.
Despite these advantages, too few companies use the finite capacity scheduling solution to create their own plan, relying instead on Excel spreadsheets. For companies that adopt a scheduling solution, in some cases the result of implementing a DTSC is unsatisfactory, resulting in abandoning and returning to manual programming through Excel. But what are the reasons for this failure?
Why do some scheduling projects fail?
There are two main reasons that lead to the failure of a detail scheduling project. One is about the technologies behind some systems and one is about input data.
1. Scheduling system technology
The first reason is related to the technology of the scheduling system being implemented. Today most planning systems are based on operational search algorithms in which it is enough to click on the command called “execute”, wait and then find an optimal plan. Implemented the scheduler based on operational research, this generates a production plan that is very close to the optimal plan, but you have to be careful because this remains true only for a short period. The passage of time, new products and processes, the variation of mix and demand, lead these results to degrade very quickly. At some point the quality of the generated plan is so low that planners are forced to return to Excel with the many risks connected to this tool (discover the main risks of planning production with Excel). This happens because schedulers based on operational research must be modeled and optimized for the specific case in order to give a high quality result while maintaining an acceptable calculation time. If something changes in the production environment, the model must be re-tuned. This need for re-tuning cannot be foreseen and requires the execution of a person skilled in operational research and the system implemented. This causes a systematic delay in realigning the model with production as the plan cannot wait days or weeks to be released. This explains why there are so few operational research-based programmers in use for discrete manufacturing.
2. Scheduling inputs
The second problem that limits the spread of DTSCs refers to the plan that arrives and is transmitted to the scheduler: the scheduler uses the objective defined by the planning to guide and optimize the plan. If such objectives are unfeasible, confusing, or lacking in materials then the scheduler is unable to create a usable program. In fact, if the plan is not properly balanced in the medium to long term and is not integrated with the detailed scheduling, then the scheduler plans with a “blind horizon”. In this case, the plan released today is continuously and almost entirely modified the following day.
Long-term planning simulation and balancing technologies
The recommendation for discrete production companies that intend to invest time and money in a scheduling project is to discuss the two issues mentioned above with their consultant. Following such a comparison, in our experience, 9 out of 10 companies decide to solve their own planning problems before engaging in a detailed scheduling project. This is because long-term planning lays the foundation for a successful detail scheduling project and because long-term planning alone solves 80% of the problems that were thought to be solved through detail scheduling.
Learn how to manage production planning and scheduling
CyberPlan is the famous APS for managing planning and scheduling processes in an integrated way and with simulation technology. Request more information or a demo to understand its potential in your reality.